

TL;DR:
- Proper fastener coatings are crucial for durability and safety in Australian coastal and industrial environments.
- Coating mechanisms include barrier, sacrificial, and alloy methods, each suited to different applications.
- Selecting the right coating involves assessing exposure, material, load, and standard compliance for long-lasting structures.
Choosing the wrong fastener coating is one of the most expensive mistakes you can make on a build. In Australian conditions, where salt air, humidity, and UV punishment are facts of life rather than edge cases, an uncoated or poorly coated fastener can fail within months. The consequences go beyond a bit of surface rust. Corroded fasteners compromise structural integrity, trigger costly rework, and in worst-case scenarios, create genuine safety hazards. This guide unpacks the science behind fastener coatings, compares the major types available, and gives you a clear framework for matching the right coating to your specific project.
Table of Contents
- Why fastener coatings matter in Australian conditions
- How fastener coatings protect: Science and mechanisms explained
- Comparing major fastener coating types
- Choosing the right coating for your project
- What most guides get wrong about fastener coatings
- Get proven fastener coatings for your next project
- Frequently asked questions
Key Takeaways
| Point | Details |
|---|---|
| Environmental fit is crucial | Pick coating types that match your site’s exposure, especially for coastal and outdoor jobs. |
| Not all tests predict reality | Salt spray hours indicate durability but real-world life depends on actual site conditions. |
| Special coatings for special jobs | Zinc-flake is best for high-strength threads; Class 4 and stainless are tops for tough corrosion zones. |
| Small details prevent big failures | Coating thickness, application, and type directly influence safety, cost, and longevity. |
Why fastener coatings matter in Australian conditions
Australia is genuinely tough on metal. Coastal zones from the Gold Coast to Fremantle expose fasteners to salt-laden air that speeds up corrosion dramatically. Even inland, high humidity in tropical regions like Darwin and Cairns, combined with industrial pollution in urban corridors, creates a relentless attack on bare metal. Most professionals understand that rust is bad. Fewer understand just how quickly the process accelerates in our specific climate.
“Coastal and industrial areas rapidly accelerate rust and fastener failure, making coating selection a structural decision, not just a finish choice.”
When a coating fails, it rarely announces itself. You might notice staining around screw heads, a deck board lifting slightly, or cladding that shifts a fraction under wind load. By the time visible rust appears, the damage underneath is often well advanced. The real costs stack up fast:
- Replacement labour: Removing corroded fasteners from hardwood or composite material is time-consuming and often damages surrounding surfaces.
- Material waste: Boards, cladding panels, and structural members frequently need replacing once fastener failure causes movement or moisture ingress.
- Structural risk: In load-bearing applications, even partial corrosion of a fastener cross-section significantly reduces its rated strength.
- Warranty voidance: Many cladding and decking manufacturers specify minimum coating classes. Using the wrong fastener can void product warranties outright.
For tradespeople, understanding the fastener durability guide for Australian projects is essential before specifying any product for site. One common mistake is using Class 3 galvanised fasteners in coastal or near-coastal environments. Class 3 offers reasonable protection in benign inland conditions, but within 1 to 2 kilometres of breaking surf, its service life drops sharply. Reviewing the essential fastener types for your application before ordering saves significant pain later.
Pro Tip: Class 3 fasteners are suitable for inland and sheltered suburban environments. Within 1 km of the coast, always step up to Class 4 or stainless steel 316 as a minimum. The small price difference is negligible compared to the cost of pulling failed fixings out of a finished structure.
How fastener coatings protect: Science and mechanisms explained
Understanding why coatings work helps you make smarter choices on site. There are three core protective mechanisms at play, and most commercial coatings combine at least two of them.
Sacrificial, barrier, and alloy mechanisms underpin the entire coating technology landscape. Here is how each one works in plain terms:
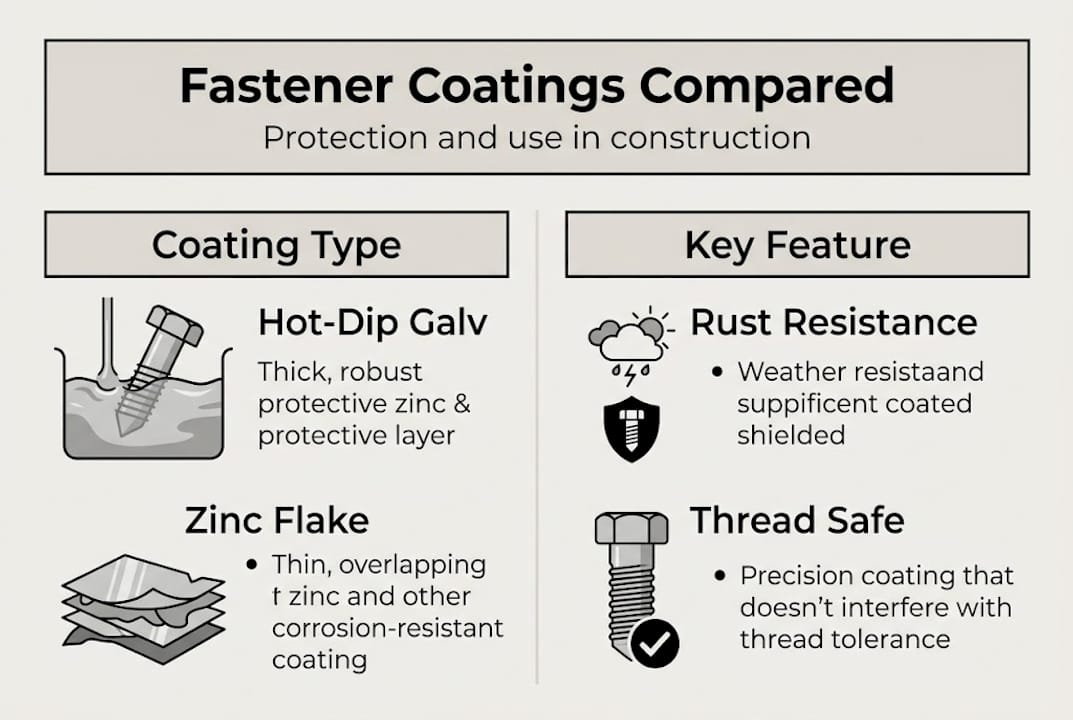
- Barrier protection: A physical layer, such as paint, epoxy, or a ceramic coating, sits between the metal and the environment. Moisture and oxygen simply cannot reach the steel. This works well until the coating is breached by abrasion, impact, or installation damage.
- Sacrificial protection: Zinc coatings, including hot-dip galvanising and electroplating, work by corroding preferentially. Zinc oxidises before the underlying steel does, essentially offering itself up to protect the host metal. Even if the coating is scratched, nearby zinc continues to sacrifice itself to protect exposed steel.
- Alloy and passivation: Stainless steel grades contain chromium, which forms a passive oxide layer on the surface. This self-repairing layer blocks corrosion without a separate applied coating.
Zinc flake systems, sold under product names like Dacromet and Geomet, are increasingly specified on Australian construction sites. These coatings use a non-electrolytic dip-spin process that applies a uniform, cold-applied layer combining zinc and aluminium flakes in an inorganic binder. Because no electrical current is used, there is no risk of hydrogen embrittlement, which is a critical concern for high-tensile threaded fasteners.
| Coating type | Mechanism | Risk of hydrogen embrittlement | Suitable for threads |
|---|---|---|---|
| Hot-dip galvanised | Sacrificial | Low to moderate | Limited |
| Electroplated zinc | Sacrificial | Higher | With care |
| Zinc flake (Dacromet/Geomet) | Sacrificial and barrier | None | Yes |
| Stainless steel 316 | Alloy/passivation | None | Yes |
| Epoxy/paint coating | Barrier | None | Limited |
For heavy duty fasteners in structural applications, zinc flake coatings represent a genuine step forward. Their thin but consistent layer means thread tolerances are maintained, which matters when torque values and clamping forces are engineered to specific limits.

Pro Tip: Zinc-flake coatings are the smart choice for high-strength, threaded connections where hydrogen embrittlement is a risk. If you are working with Grade 8.8 bolts or higher in a coastal or industrial zone, zinc flake outperforms electroplated zinc every time.
Comparing major fastener coating types
With the science in hand, a direct comparison makes selecting the right product much more straightforward. Salt spray testing, measured in hours before first corrosion, gives a consistent benchmark across coating types.
Empirical benchmarks for salt-spray resistance show significant variation between systems:
| Coating type | Salt spray resistance | Typical Australian use | Key advantage | Key limitation |
|---|---|---|---|---|
| Class 3 hot-dip galvanised | 250 to 500 hours | Inland, suburban construction | Cost-effective | Not suitable within 1 km of coast |
| Class 4 hot-dip galvanised | 500 to 1000 hours | Near-coastal, industrial | Strong zinc layer | Can affect thread fit |
| Zinc flake (Dacromet/Geomet) | 500 to 1000+ hours | Structural, automotive, mining | Thread-safe, no embrittlement | Specialist supply |
| Stainless steel 304 | 500 to 800 hours | General exterior, mild coastal | Clean appearance | Not for direct salt spray |
| Stainless steel 316 | 1000+ hours | Coastal, marine, pools | Excellent all-round | Higher cost |
| Electroplated zinc | 96 to 200 hours | Dry interior applications | Low cost | Poor outdoor performance |
For stainless steel fasteners in coastal builds, 316 grade is the benchmark. Its molybdenum content boosts resistance to chloride-induced pitting, which is exactly the attack mechanism active in salt air environments. A useful reference point: Class 4 and stainless 316 fasteners routinely exceed 1000 hours in standardised salt spray testing, which correlates roughly to 15 to 20 years of service life in moderate coastal conditions.
Key takeaways from the comparison:
- Never use electroplated zinc outdoors in Australian conditions unless the application is fully sealed.
- Hot-dip galvanising is cost-effective but can complicate thread engagement on finer fasteners.
- Stainless 316 is the lowest-maintenance option over the life of a structure in coastal zones.
- Zinc flake fills the gap where thread precision and corrosion resistance must coexist.
Choosing the right coating for your project
Selecting a coating is not just about picking the highest-rated product. It is about matching protection level to actual site conditions, budget, and maintenance expectations. Here is a practical step-by-step approach:
- Assess your exposure zone. Are you within 1 km of breaking surf? Exposed on an elevated coastal site? In an industrial corridor near processing plants? Each scenario shifts your minimum coating requirement upward.
- Identify the base materials being fastened. Treated pine, hardwood, aluminium cladding, and steel framing all interact differently with coatings. Galvanised fasteners in treated pine, for instance, can react with the preservative chemicals if the zinc layer is insufficient.
- Consider load and stress. High-tensile structural bolts under sustained load are vulnerable to hydrogen embrittlement if improperly coated. For these, zinc flake or stainless is the correct path.
- Set realistic maintenance expectations. A rental property or commercial building that will not see regular maintenance needs a coating spec that goes beyond minimum compliance. Over-specifying here is almost always cheaper than under-specifying.
- Match your spec to the standard. For galvanised coatings, AS/NZS 4680 sets out minimum coating thicknesses by steel section size, for example 85 microns for hot-dip on steel above 6mm. Knowing this standard protects you on inspections and warranty claims.
Salt spray hours must be interpreted in real site context, not just test lab results. A 1000-hour rating on a sheltered inland wall is very different to the same rating on a fully exposed ocean-facing balustrade. Factor in UV intensity, prevailing wind direction, and how frequently the fastener will be wet and then dried. For practical guidance on construction fastening tips that go beyond just coating selection, and for side-by-side product comparisons, reviewing the best metal fastening solutions for Australian projects is a solid starting point.
Pro Tip: Reference AS/NZS 4680 when specifying hot-dip galvanised coatings for steel structures. Matching coating thickness to steel section thickness is a compliance requirement, not just a best practice suggestion.
What most guides get wrong about fastener coatings
Here is the uncomfortable truth: most coating guides treat salt spray ratings as though they are a direct promise of real-world performance. They are not. They are a controlled laboratory benchmark. The actual service life of a fastener depends on installation quality, how often it cycles between wet and dry states, UV load, and whether the coating was damaged during driving.
We also see trade sources routinely oversimplify coating requirements to keep initial costs low. A builder who specs Class 3 instead of Class 4 to save a few cents per fastener on a 500-square-metre coastal deck is setting up a warranty claim within a decade. The labour cost of rework dwarfs the original saving every single time. Making smart fastening choices means factoring in life-of-structure costs, not just what lands in the quote. Thread integrity in high-stress connections deserves particular attention. A coating that satisfies a corrosion spec but compromises clamping force by altering thread dimensions is a false economy.
Get proven fastener coatings for your next project
Knowing which coating to specify is only half the battle. Having reliable access to compliant, quality-tested products is the other half.
At Aussie Nails and Fasteners Warehouse, we stock a broad range of coated fasteners including Class 4 galvanised, stainless 316, and zinc-flake products suited to Australian coastal, structural, and industrial applications. Pair the right fastener with the right fastener installation tools and you are set up for a build that performs for the long haul. Browse our full Australian fastener range online and match your project’s exposure zone and material requirements to a product that will genuinely last. Because in Australian conditions, the right coating is not optional. It is the difference between a structure that holds and one that costs you twice.
Frequently asked questions
What is the best coating for fasteners near the coast?
For coastal Australian sites, stainless 316 or Class 4 galvanised coatings offer the strongest corrosion resistance. Class 4 and stainless 316 provide 1000+ hours of salt spray resistance and a proven real-world lifespan near salt air environments.
How do I know if a fastener coating is thick enough?
Check the coating thickness against AS/NZS 4680; thicker coatings are required for larger steel sections or more aggressive environments. The standard specifies 85µm minimum for hot-dip galvanising on steel above 6mm in section thickness.
Is salt spray testing a good indicator of real-world life?
Salt spray ratings are a useful guide but not a direct prediction. Lab salt spray hours must be correlated to actual field conditions, as 1000 hours roughly equates to 15 to 20 years in moderate coastal Australian exposure.
When do I need zinc-flake coatings instead of hot-dip galvanising?
Use zinc-flake coatings on high-strength, threaded fasteners where hydrogen embrittlement is a risk. Zinc-flake is non-electrolytic and far safer for high-tensile threads than electroplated or acid-pickled galvanised processes.
Recommended
- Understand fastener durability: Build stronger Australian projects – Aussie Nails and Fasteners Warehouse
- Top construction fastening tips for secure, lasting builds – Aussie Nails and Fasteners Warehouse
- Heavy duty fasteners explained: strength, standards, and selection – Aussie Nails and Fasteners Warehouse
- Understand industry fastener terminology for better builds – Aussie Nails and Fasteners Warehouse